 A homokformázás a legrégibb, de még ma is széles körben használt öntészeti technológia. Különböző változatai elsősorban a homok kötésére használt módszerekben és anyagokban térnek el egymástól.
A homokformázás a legrégibb, de még ma is széles körben használt öntészeti technológia. Különböző változatai elsősorban a homok kötésére használt módszerekben és anyagokban térnek el egymástól.
Homokba formázott öntvények esetén 3 kg feletti termékek is előállíthatók. Technológiánkban műgyantakötésű homokformázást használunk, a keményítést hevítéssel érjük el. Ajánlott befoglaló méretek: 300x400x250 mm.
A héjformázás (Croning-eljárás) egy formaszekrény nélküli formázás, mellyel nagyobb méretű, a nyers homokformázásnál mégis méretpontosabb öntvények készíthetők. A héjformázás lehetővé teszi azt is, hogy nagyobb befektetést igénylő öntőszerszám nélkül készüljenek egyedi és egyszerű formájú öntvények hozott minta alapján.
Technológiánkban műgyantakötésű homokformázást használunk a minimum 15-20 mm vastag héj készítéséhez. Öntödénk előre bevont (ú.n. precoated) homokkal dolgozik, melynél a homokszemcséket egyenletes, vékony fenolformaldehid gyanta és hexametiléntetramin keverékből álló bevonat veszi körül. A különböző homokfajták 6-14% közötti kötőanyag mennyiséggel készülnek.
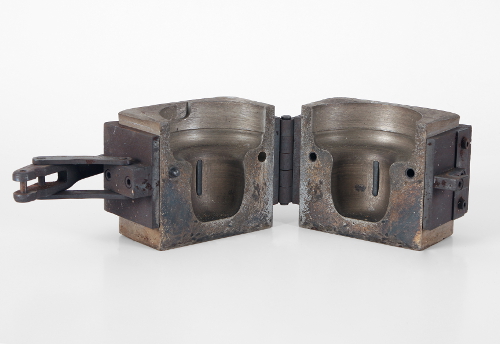
A homokforma megkötését, megszilárdulását hevítéssel érjük el. A héjformázás két lépésben történik. Első lépésként a műgyantával bevont homokot egy 200-300°C-os fémmintára öntjük és 20 - 30 másodpercig rajta tartjuk. Ez alatt az idő alatt a kötőanyag meglágyul és létrejön egy héj, amely a fémmintára tapad. Második lépésként a felesleges homokot eltávolítjuk és a fémmintát a lágy héjjal együtt 400 - 500°C-os kemencében 3 - 4 percig hevítjük. A héj ez alatt az idő alatt bakelizálódik, kemény és alaktartó lesz. Ezt követően a héjat eltávolítjuk a mintáról, a formafeleket és a hasonló módon készült héjmagot összeállítjuk, homokba vagy acélszemcsékbe ágyazzuk, majd ezután következik az öntés.
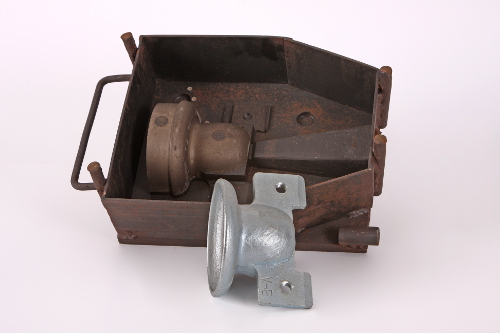
Öntödénkben homokba öntéssel készülnek például nagy méretű csőszorítók, hajtómű fogaskerék előgyártmányok, plakettek.
 |  |  |